
Detailed Introduction
| Steel grade |
Comparison of grades from various countries |
Technical conditions |
Chemical composition |
||||||||||||||
| C |
Cr |
Mo |
V |
S |
P |
Si |
Mn |
Ni |
W |
Al |
Cu |
Nb |
Co |
B |
|||
| 8418 |
Sweden (8418)
|
Agreement |
0.33 ¦ 0.40 |
5.00 ¦ 5.50 |
2.30 ¦ 2.60 |
0.40 ¦ 0.90 |
≤0.015 |
≤0.030 |
0.20 ¦ 0.60 |
0.20 ¦ 0.50 |
|
|
|
|
|
|
|
Product introduction
8418 is a high-quality hot work die steel developed in Sweden.Hot work die steelIt utilizes the latest production and refining technologies, making DIEVAR, as the latest developed die-casting steel, possess excellent resistance to thermal fatigue cracking, thermal shock cracking, thermal wear, and plastic deformation. These unique properties make it the best choice for die-casting, hot forging, and hot extrusion die steels. Additionally, during the punching process, the die must have a certain toughness. When punching thick plates and steel strips, the die cutting edge will endure high tensile stress, so it is required that the die must have high toughness to avoid cracking. The thicker the processed part, the higher the toughness requirement for the die; therefore, high toughness and impact-resistant die materials must be selected, while also having good wear resistance to ensure reasonable and economical production operation.
Characteristics
8418 has the following characteristics:
1. Excellent toughness and ductility with isotropy
2. Excellent resistance to tempering softening
3. Excellent high-temperature strength
4. Excellent hardenability
5. Excellent dimensional stability and coating performance during heat treatment
Properties
Applications: Zinc, magnesium, aluminum, titanium alloy die-casting molds, hot extrusion molds (e.g., core sleeve, ejector, support block, etc.), hot forging molds, etc.
Factory condition: HB≤230
Hardening temperature: 1000~1030℃
Tempering temperature: 200 300 400 Max
Hardness (HRC): 53 51 51 53
Improvement of the service life of 8418 die steel
8418 is a high-quality hot work die steel developed and produced by ASSAB TOOLING, utilizing the latest production and refining technologies, making 8418, as the latest developed die-casting steel, possess excellent resistance to thermal fatigue cracking, thermal shock cracking, thermal wear, and plastic deformation. These unique properties make it the best choice for die-casting, hot forging, and hot extrusion die steels. During the punching process, the die must have a certain toughness. When punching thick plates and steel strips, the die cutting edge will endure high tensile stress, so it is required that the die must have high toughness to avoid cracking. The thicker the processed part, the higher the toughness requirement for the die; therefore, high toughness and impact-resistant die materials must be selected, while also having good wear resistance to ensure reasonable and economical production operation.
Hot processing applications of 8418 die steel
Thermal cracking is a very common failure mechanism in the die-casting and hot forging industries. The excellent ductility of 8418 gives it the best resistance to thermal cracking. Additionally, the outstanding toughness and hardenability of 8418 further enhance its resistance to thermal cracking. If thermal shock cracking is not the main factor for die failure, the hardness of the die can be appropriately increased (+2HRC). Since 8418 enhances the ability to resist the main failure mechanisms of the die (such as thermal fatigue, cracking, thermal wear, and plastic deformation), it significantly improves the service life of the die and achieves better economic benefits for the die. 8418 is the best choice for high-performance die steels in the die-casting, hot forging, and hot extrusion industries.
Physical properties (data at room temperature and high temperature)

Heat treatment process of 8418
1. Soft annealing
Heat the steel in a protective atmosphere to 850℃. After equalizing, cool in the furnace at a rate of 10℃ per hour to 600℃, then air cool.
2. Stress relief
After rough machining, if residual stress needs to be eliminated, the steel should be heated to 650℃, held for 2 hours, and then slowly cooled in the furnace to 500℃ before air cooling.
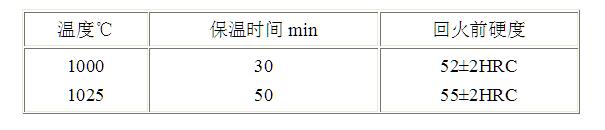
3. Hardening
Preheating temperature: 600~900℃, usually preheated in at least two stages. The first stage is at 600-650℃, and the second stage is at 820-850℃. Austenitizing temperature: 1000-1030℃.
Holding time = the time required to maintain after the center of the steel reaches the austenitizing temperature.
The steel must be protected during the quenching process to avoid oxidation and decarburization.
4. Quenching
Generally, the faster the quenching speed, the better. Accelerating the quenching speed will benefit the performance of the mold, especially in improving the toughness and resistance to thermal shock cracking of the mold. Of course, while increasing the quenching speed, one should also prevent excessive deformation and cracking of the mold.
Quenching medium Using a quenching medium can allow steel to achieve a fully hardened microstructure.
Recommended quenching media
● High-speed circulating gas or air
● Vacuum cooling (high speed and sufficient positive pressure gas). If it is necessary to control quenching deformation and prevent quenching cracks, it is recommended that the mold be held at a constant temperature for a moment when quenching to the range of 320~450℃ and then continue to quench.
● Stage quenching in a salt bath furnace or fluidized particle furnace at 450~550℃.
● Stage quenching in a salt bath furnace or fluidized particle furnace at 180~220℃.
● About 80℃ warm oil Note: When the overall temperature of the steel cools to 50-70℃, it should be tempered immediately.
5. Tempering
Choose the appropriate tempering temperature according to the required hardness. Die-casting molds should be tempered at least 3 times, and hot forging and hot extrusion molds should be tempered at least twice. After each tempering, they must be cooled to room temperature, and each tempering should be held for at least 2 hours. Tempering between 500~550℃ should be avoided to prevent temper brittleness.
6. Dimensional changes after hardening and tempering
The mold will experience distortion due to thermal stress and microstructural transformation stress during the hardening and tempering process. If the machining allowance of the mold is insufficient, it will cause the quenching speed during heat treatment to slow down compared to the normal recommended speed. To predict the maximum deformation of the mold under normal quenching, it is usually recommended to perform stress relief treatment between rough machining and semi-finish machining before hardening treatment. For stress-relieved 8418 molds, it is recommended to reserve at least 0.3% of the machining allowance to ensure that the mold has sufficient deformation margin during rapid quenching.
Nitriding and carbonitriding components of 8418 mold steel
Nitriding and carbonitriding can improve the surface hardness of the mold, enhance its wear resistance, corrosion resistance, and prevent early cracking. 8418 can be nitrided and carbonitrided using an ion furnace, controlled atmosphere furnace, or fluidized bed salt furnace. The nitriding temperature should be about 25-50℃ lower than the previous maximum tempering temperature. Additionally, improper nitriding treatment can also lead to a decrease in core hardness and strength of the mold, as well as changes in mold dimensional tolerances. During the nitriding and carbonitriding process, a brittle compound layer known as "white layer" may form. The white layer is very brittle and can crack or break. The formation of the "white layer" must usually be avoided. After nitriding at 510℃ with ammonia gas or 480℃ with ion nitriding, a surface hardness of about 1000HV0.2 can be achieved. Ion nitriding is usually recommended due to its easier control of nitrogen concentration. Of course, strictly controlled gas nitriding can also achieve the same effect. After carbonitriding in gas or salt furnace at 580℃, the surface hardness of 8418 is about 900HV0.2.
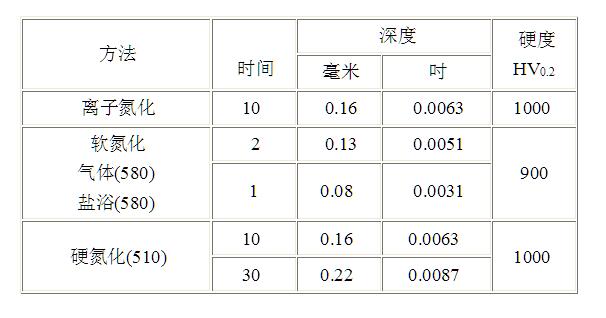
Nitriding layer depth = the distance from the surface to the point where the hardness is 50HV0.2 higher than the substrate.
Electrical discharge machining of 8418 mold steel
After electrical discharge machining, the mold surface is covered with a melted solidification layer (white layer) and an untempered re-hardening layer. Both are very brittle and harmful to the mold.
After the mold undergoes electrical discharge machining, the white layer must be completely removed by mechanical grinding or oil stone polishing. After static electrical discharge machining, a tempering temperature about 25℃ lower than the previous maximum tempering temperature should be selected for tempering once.
Welding repair of 8418 mold steel
If proper attention is paid to the preliminary preparation of the welding repair area, electrode selection, mold preheating, control of mold cooling speed, and timely heat treatment after welding, satisfactory results can be achieved after welding repair of 8418 molds. The following table summarizes several very important welding repair process parameters.
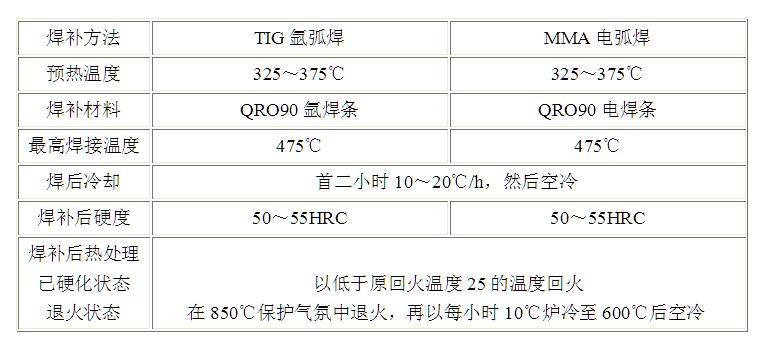
To prevent cracking during mold welding repair, the mold must be uniformly heated and maintained within the preheating temperature range during the welding repair process.



key word:
Hot working mold steel
Cold working mold steel
Plastic mold steel
Forging series
Message Consultation

Service hotline:
Company address
Telephone
Address: No.128 Zhangzhihe Avenue, Dapaishan Village, Xisaishan District, Huangshi City, Hubei Province